
AVANT TOUTES CHOSES: L'ANODISATION PEUT-ETRE UN PROCEDE DANGEREUX, J'EXPLIQUE MA FACON DE FAIRE ET DECLINE TOUTE RESPONSABILITE EN CAS D'INCIDENT.
IL EST IMPORTANT D'UTILISER DES LUNETTES ET DE GANTS LORS DES
MANIPULATIONS.
Ma méthode
J'écris "Ma méthode" parce qu'on trouve beaucoup de sites expliquant comment anodiser, certains à grand renforts de calculs... alors que c'est très simple. L'anodisation est un procédé d'electrolyse qui dépose une fine couche d'alumine sur une pièce en aluminium. Cette couche à deux particularités: la première c'est d'être non-conductrice, donc à la fin du processus on peut vérifier le résultat à l'aide d'un petit multimètre réglé en ohmètre, si le courant ne circule pas on peut dire que la pièce est anodisée, s'il circule c'est raté. La deuxième particularité c'est que vue au microscope cette couche ressemble à une éponge, constituée d'une multitude de micro-cavités, c'est dans ces cavités que les pigments de la couleur vont se loger lors de l'étape de la coloration.
LES ELECTRODES:
Coté PLUS (ANODE): une pince qui maintiendra la pièce à anodiser dans le bain.
Première chose à faire, se construire des pinces dignes de ce nom, tout le secret de la réussite est là. Certains laissent pendre la pièce dans le bain suspendue à des crochets en alu, il s'anodise en même temps que la
pièce et ne devient plus conducteur, si l'ensemble support/pièce à le malheur de bouger pendant le processus l'anodisation ne se fait plus. Et la répétabilité n'est pas au rendez-vous, le seul moyen d'avoir une bonne
répétabilité est d'employer des corps conducteurs en titane, le seul métal assez dur que l'acide n'attaque pas. Mes pinces que j'utilise depuis des années sont construites en ABS (à partir de vieux capots de boitier PC)
qui supportent des vis pointeaux et lames conductrices en titane. Les vis pointeau sont de simples vis titanes que j'ai appointées pour un contact plus petit et plus franc sur les pièces. On trouve des sites spécialisés
sur le net pour la vente de visserie titane ou autre.
La liaison avec le câble conducteur peut parfois tremper dans le bain malgré les précautions et vite s'oxyder, je l'ai protégée d'une gangue de plastique fondu avec un pistolet à colle puis protégée avec du ruban adhésif.
J'ai fabriqué plusieurs pinces de tailles différentes suivant les pièces à anodiser.

Coté MOINS (CATHODE): une électrode en plomb.
Une masse de plomb de récup, (plombs de pêche, plomb de ceinture de plongée, etc.) que j'ai fondue dans un moule en plâtre pour lui donner la forme voulue, on peut aussi utiliser du graphite mais plus difficile à dénicher. La forme et les dimensions ne sont pas critiques, privilégier la surface de diffusion. Cette électrode est montée sur un support en bois qui sera posé sur le récipient du bain et la maintiendra plongée. Ici aussi toutes les liaisons sont isolées au pistolet à colle.

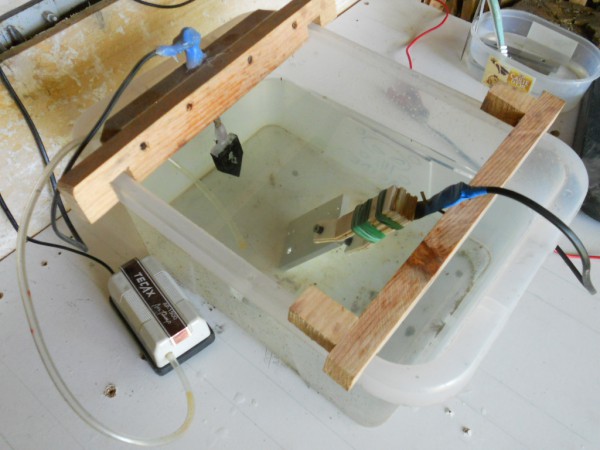
LE SYSTEME D'ELECTROLYSE
La source électrique est un simple chargeur de batterie automobile 12v à bas prix, il fournit suffisamment d'ampères pour un travail d'amateur. Comme on ne va pas rester planté devant le bain pendant le processus à regarder les petites bulles, un minuteur de cuisine est très pratique. Au début j'ai eu parfois des parties de pièces mal anodisées, j'ai résolu le souci en rajoutant un bulleur d'aquarium pour agiter le bain.

Le bain d'electrolyse: un contenant EN MATIERE PLASTIQUE d'une contenance suffisante pour recevoir acide+eau et les systemes d'électrodes, le mien contient 5 litres que j'utilise déjà depuis plusieurs années.
Si vous utilisez un récipient métallique il y aura rapidement des trous au fond.
Préparation du bain: il est préconisé d'utiliser de l'eau distillée, pour ma part j'utilise de l'eau de source qui va très bien. L'acide est de l'acide sulfurique qu'on peut trouver dans les grandes surfaces pour automobile.
On verse en premier l'eau à raison des 2/3 du volume de liquide voulu, on verse ensuite 1/3 d'acide sulfurique. JAMAIS DANS L'AUTRE SENS SOUS PEINE DE PROJECTIONS DANGEREUSES !!!
ANODISATION:
Brancher le MOINS du chargeur sur la cathode en plomb, le PLUS du chargeur sur l'anode (la pince tenant la pièce à anodiser). Mettre le chargeur sur ON, on doit constater un dégagement de micro-bulles sur la cathode, un plus minime sur la pièce. On met le bulleur en route pour agiter le bain durant le process. On règle le minuteur sur la durée nécessaire, pour mon système c'est 30mn, il vous faudra faire des essais mais on ne doit pas être très loin de la vérité. La température ambiante est importante, par expérience la température idéale se situe entre 18° et 23°. Ne pas se mettre en plein soleil l'été par exemple, si on a plusieurs pièces à traiter à raison de 30mn par pièce, la température du bain va changer en fonction de l'ensoleillement et il est problable que les pièces n'auront pas tout à fait la même teinte, certaines plus claires que d'autres.

On évite de rester à respirer les émanations d'acide et on en profite pour se rendre compte que les projections font des trous dans les vêtements.
Couvrir le bain pendant l'anodisation, faire cela loin de toutes parties métalliques car elle seront oxidée par les projections.
LA COLORATION:
A partir de là si on a bien travaillé on se retrouve avec une pièce anodisée, rien de bien visuel si ce n'est une couleur alu un peu plus pâle, on peut vérifier la continuité électrique avec un ohmètre ou une sonnette, çà ne doit pas passer. En général on fait tout ce bazar pour obtenir au final une pièce avec de belles couleurs acidulées, c'est là qu'intervient l'étape de la coloration. Il existe des colorants spéciaux pour l'anodisation mais assez chers, on peut aussi utiliser de l'encre de chine pour obtenir du noir, de l'encre de stylo mais il faut vider des quantités astronomiques de cartouches pour faire baigner une pièce normale, çà devient vite onéreux. J'ai vu que certains utilisent des colorants alimentaires mais je n'ai pas encore testé. J'utilise des teintures de la marque IDEAL, les seules qui fonctionnent sont les teintures en poudre, pas les liquides. Je les dilue dans de l'eau, à raison de un ou deux litre par sachet, çà fonctionne très bien et avec çà on en a pour la vie des rats. Les couleurs que j'ai testées sont les rouges, les verts, les bleus, havane et fushia, par contre le jaune n'a jamais fonctionné, certainement une histoire de pigments.
A l'issue de l'anodisation et après un rinçage énergique, on fait tremper la pièce à colorer dans le bain de coloration, le temps pour les pigments de remplir les micro-cavités (10mn à 20mn).
Comme le bain d'anodisation les préparations de couleurs sont réutilisables.

A l'issue on plonge la pièce colorée dans un bain d'eau bouillante pendant 10 à 15mn pour refermer les pores et terminer le processus (casserole remplie d'eau en ébullition sur la plaque de cuisson).
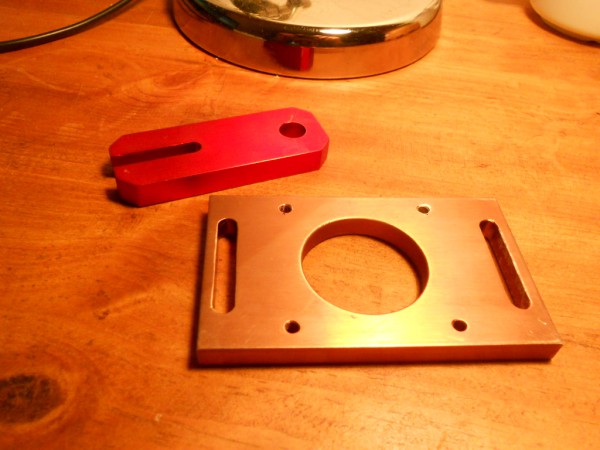
Le support du moteur X de ma CNC béton coloré en havane.

Le prototype d'un manipulateur morse coloré en fushia. Les couleurs sont miscibles, la palette mauve à été obtenue à partir d'un mélange de rouge et de bleu.

