
Si on se contente de palper seulement en Z la version V1 suffit et il faut s'aider d'une cale pour X et Y, pour palper dans les trois axes celui-ci est plus confortable.
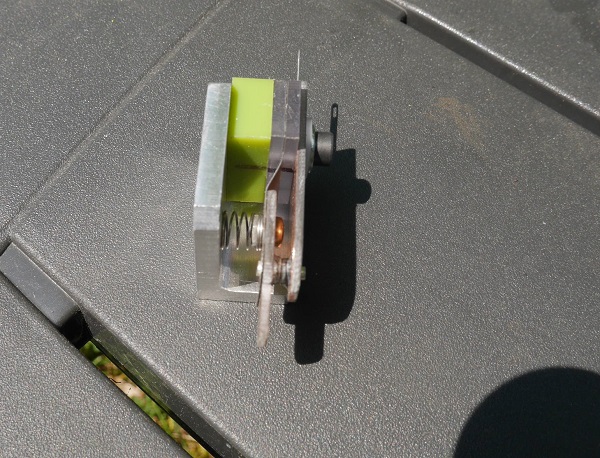
Pareil que le premier, fait avec des bricoles qui trainaient. Des chutes de plexy, un morceau de plaque cuivrée, un petit ressort, deux contacts argent prélevés sur un relais, une chute d'alu et une lame souple qui vient d'une imprimante.
Comme le premier il fonctionne par coupure de masse

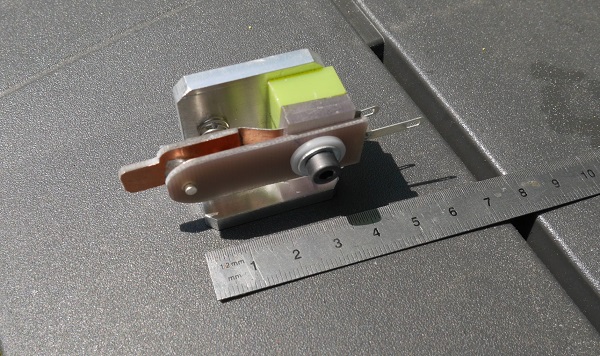
Un peu plus haut que la version V1 mais c'est la rançon pour pouvoir palper en postion verticale. La plaque de palpage est réalisée dans une chute de circuit imprimé cuivré, si elle s'use elle sera remplacée à terme par une plaque de laiton.

La lame souple en acier seule suffit à faire le travail mais j'ai préfèré rajouter un ressort pour avoir un contact un peu plus dur.
C'est pour CH4RL0TT3, à petite machine petit palpeur.
Tenir l'APN de la main droite et manipuler le palpeur de la gauche n'est pas très aisé mais en réalité l'amplitude d'ouverture est stoppée dés la coupure de contact.
Palpage sur les 3 axes simplement en couchant le palpeur sur la tranche.
Dans le fichier custompanel.xml
Dans le fichier Ma_machine.hal
Dans le fichier custom_postgui.hal
Dans le fichier Ma_machine.ini
Mini programmes .ngc à inclure dans le dossier nc_files.
Mesurer la hauteur du palpeur au repos (contacts fermés) et modifier les paramètres suivant votre fabrication. Le G0 Z10 sert à faire remonter l'outil de 10mm après palpage pour pouvoir dégager le palpeur.
Pour le palpage en X et Y placer le mini palpeur vertical et palper avec une pige de 3,18mm (corps de fraise ou foret)
